

Lasersko sečenje metala postalo je standard u savremenoj industriji zbog svoje sposobnosti da kombinuje izuzetnu preciznost sa visokom efikasnošću troškova. U proizvodnim procesima gde su tolerancije minimalne, a zahtevi za kvalitetom ivica visoki, ova tehnologija nudi rešenja koja tradicionalne metode mehaničkog sečenja ne mogu da isprate. Kompanija Pimtool, specijalizovana za preciznu CNC obradu i izradu metalnih komponenti, primenjuje ove principe kako bi osigurala vrhunski kvalitet finalnih proizvoda za svoje klijente. Razumevanje tehničkih aspekata laserske tehnologije ključno je za inženjere i menadžere proizvodnje koji teže optimizaciji resursa bez kompromisa u pogledu tačnosti.
Tehničke osnove laserskog sečenja metala
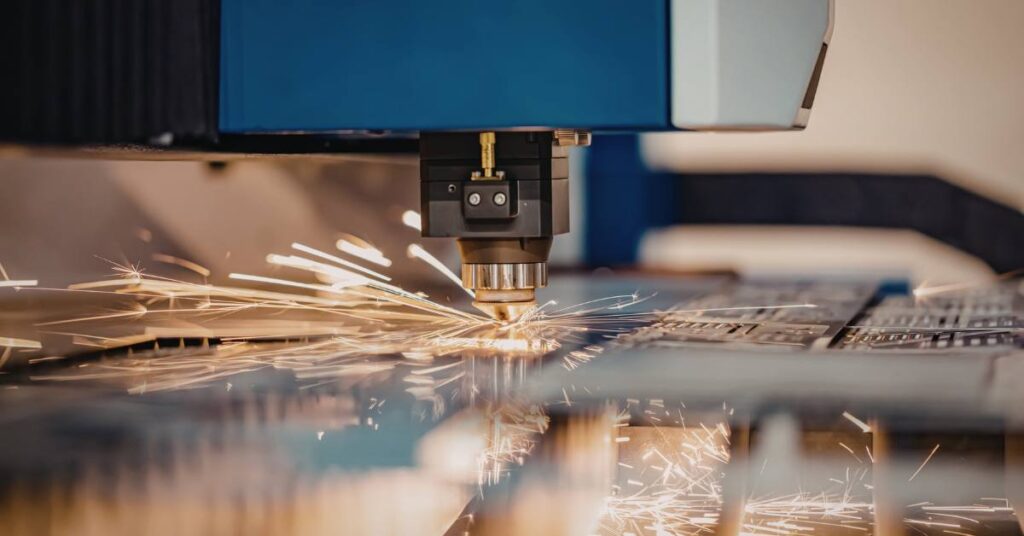
Proces laserskog sečenja zasniva se na usmeravanju laserskog snopa velike snage na površinu materijala. Energija snopa topi, sagoreva ili isparava materijal, ostavljajući za sobom čist rez sa visokokvalitetnom završnom obradom. U industrijskoj primeni najčešće se koriste Fiber laseri i CO2 laseri, pri čemu Fiber tehnologija dominira u obradi tankih i srednje debelih limova zbog svoje energetske efikasnosti i brzine.
Snop se fokusira kroz sočivo na veoma malu tačku, što omogućava izuzetno uzan prorez (kerf). Ova koncentracija energije omogućava mašini da prati kompleksne geometrije sa visokom dinamikom kretanja. Za razliku od plazma sečenja, laserski snop stvara znatno manju zonu uticaja toplote (HAZ – Heat Affected Zone), što je kritično za očuvanje strukturnog integriteta metala i sprečavanje deformacija.
Mehanika preciznosti: Tolerancije i ponovljivost
Glavna prednost koju lasersko sečenje donosi u pogon je preciznost koja se meri u delovima milimetra. Tipične tolerancije kod modernih CNC laserskih sistema kreću se u opsegu od $\pm 0.1$ mm, što je često dovoljno da se eliminiše potreba za naknadnom mašinskom obradom ivica.
Preciznost se postiže kroz nekoliko faktora:
- CNC kontrola: Napredni algoritmi upravljaju kretanjem glave lasera sa visokom rezolucijom, obezbeđujući da svaki rez prati digitalni nacrt sa maksimalnom tačnošću.
- Minimalni mehanički pritisak: Pošto laserski snop ne vrši fizički pritisak na materijal, nema rizika od pomeranja ili distorzije dela tokom procesa.
- Stabilnost snopa: Kvalitetan rezonator i optika osiguravaju da snop ostane konzistentan tokom celog procesa sečenja, bez obzira na poziciju na radnom stolu.
Ova preciznost direktno utiče na montažu u kasnijim fazama proizvodnje. Delovi koji su isečeni laserom savršeno se uklapaju, čime se smanjuje vreme potrebno za zavarivanje ili mehaničko spajanje.
Optimizacija troškova kroz efikasnost materijala i brzinu
Iako su inicijalna ulaganja u lasersku opremu značajna, operativni troškovi po komadu su često niži u poređenju sa drugim metodama. Ključ uštede leži u optimizaciji rasporeda delova na tabli materijala, poznatoj kao nesting.
Softver za nesting omogućava da se delovi postave tako da razmak između njih bude minimalan (često samo širina reza lasera). Time se drastično smanjuje procenat otpadnog materijala, što je posebno važno kod skupih legura poput nerđajućeg čelika ili aluminijuma.
Takođe, brzina procesa igra presudnu ulogu. Fiber laseri dostižu velike brzine kretanja na tankim materijalima, što skraćuje proizvodni ciklus. Manje vremena provedenog na mašini znači nižu cenu radnog sata po jedinici proizvoda. Pimtool koristi ove prednosti kako bi klijentima ponudio konkurentne cene uz održavanje visokih industrijskih standarda.
Smanjenje potrebe za sekundarnom obradom
Jedan od skrivenih troškova u metalopreradi je završna obrada – brušenje, skidanje srha (deburring) i popravka ivica. Tradicionalno sečenje često ostavlja grube ivice ili termička oštećenja koja zahtevaju dodatne radne sate.
Kod pravilno kalibrisanog laserskog sečenja, ivica je glatka i vertikalna. U mnogim slučajevima, delovi mogu ići direktno na plastifikaciju ili cinkovanje bez ikakve dodatne pripreme. Ovo ne samo da štedi novac, već i značajno ubrzava “time-to-market” za gotove proizvode.
Tehnički standardi i kontrola kvaliteta
U industrijskoj proizvodnji, kvalitet reza nije subjektivna kategorija. Standardi poput ISO 9013 definišu geometrijske specifikacije proizvoda i tolerancije kvaliteta za termičko sečenje. Ovaj standard klasifikuje kvalitet površine reza na osnovu hrapavosti i odstupanja od pravouglosti.
Pridržavanje ovakvih standarda je obavezno za komponente koje se koriste u zahtevnim industrijama poput auto-industrije, vazduhoplovstva ili proizvodnje procesne opreme. Mašinski inženjeri se oslanjaju na ove parametre kako bi predvideli ponašanje delova pod opterećenjem, jer svaka mikropukotina na ivici nastala lošim sečenjem može postati tačka koncentracije napona.
Više informacija o inženjerskim standardima u obradi metala možete pronaći na stranicama relevantnih institucija, kao što je International Organization for Standardization (ISO).
Primena u custom proizvodnji metalnih delova
Lasersko sečenje je nezamenljivo kod proizvodnje prototipova i malih serija. Izrada alata za probijanje (stancovanje) je skupa i zahteva vreme. Sa laserom, promena dizajna je brza koliko i ažuriranje CAD fajla.
Industrije koje najviše profitiraju od ove tehnologije uključuju:
- Proizvodnja mašina: Izrada kućišta, zupčanika i strukturnih elemenata.
- Građevinarstvo: Precizni vezni elementi i dekorativne metalne fasade.
- Medicinska oprema: Komponente od hirurškog čelika gde je sterilnost i glatkoća površine imperativ.
- Poljoprivredna mehanizacija: Robusni delovi koji moraju izdržati teške uslove rada.
Pimtool: Vaš partner u preciznoj proizvodnji
Kompanija Pimtool je posvećena pružanju vrhunskih usluga u oblasti proizvodnje custom metalnih delova i preciznih komponenti. Naš pristup kombinuje decenije iskustva u mašinstvu sa modernim tehnologijama kako bismo odgovorili na najkompleksnije zahteve klijenata.
Razumemo da svaki milimetar i svaki sekund u proizvodnji direktno utiču na profitabilnost vašeg poslovanja. Zato se fokusiramo na procese koji minimizuju greške i maksimizuju iskoristivost resursa. Naš tim inženjera analizira svaki projekat kako bi primenio najoptimalniju strategiju sečenja i obrade, osiguravajući da dobijete deo koji je spreman za ugradnju bez dodatnih troškova dorade.
Bilo da vam je potreban pojedinačni prototip ili serijska proizvodnja hiljada komada, naša infrastruktura je projektovana da podrži visoke standarde preciznosti. Pimtool nije samo dobavljač, već tehnički partner koji razume specifičnosti industrijske proizvodnje i metaloprerade.
Često postavljana pitanja (FAQ)
Koja je maksimalna debljina metala koja se može seći laserom?
Maksimalna debljina zavisi od snage lasera (izražene u kW). Moderni industrijski Fiber laseri mogu efikasno seći konstrukcioni čelik do 30 mm, nerđajući čelik do 25 mm i aluminijum do 20 mm, mada se optimalni rezultati u pogledu cene i kvaliteta postižu na nešto manjim debljinama.
Da li laser može da ošteti materijal usled toplote?
Iako je laser termički proces, zona uticaja toplote je izuzetno mala u poređenju sa plazmom ili autogenim sečenjem. Kod tankih materijala, ovo oštećenje je zanemarljivo. Kod debljih ploča, pravilnim odabirom parametara sečenja i gasova (azot ili kiseonik), termički efekti se drže pod strogom kontrolom.
Koliko je lasersko sečenje preciznije od CNC glodanja?
CNC glodanje je generalno preciznije za trodimenzionalne delove i tolerancije u mikronima, ali je sporije i skuplje za izrezivanje oblika iz limova. Lasersko sečenje je optimalno rešenje za 2D konture gde je potrebna visoka preciznost uz veliku brzinu izrade.
Zašto se koristi azot kao pomoćni gas pri sečenju?
Azot se koristi kod sečenja nerđajućeg čelika i aluminijuma kako bi se sprečila oksidacija ivica. Rezultat je svetla, čista ivica koja ne zahteva hemijsko čišćenje pre zavarivanja ili farbanja.
Kontaktirajte Pimtool za vaš sledeći projekat
Ako tražite pouzdanog partnera za Lasersko sečenje, izradu preciznih metalnih delova, CNC mašinsku obradu ili tehnička rešenja u proizvodnji, Pimtool vam stoji na raspolaganju.
Pružamo usluge:
Za upite i dodatne informacije, posetite našu kontakt stranicu:
Website: https://pimtool.com/kontakt

